
© 2022 宁波横星铆枪制造有限公司 All Rights Reserved.
连杆加工精度:
两孔平行度:≤0.08 /127mm 两孔扭曲度:≤0.12 /127mm
内孔尺寸控制精度: ≤0.0015mm 内孔圆柱度:≤0.0025mm
内孔表面粗糙度:≤Ra0.3




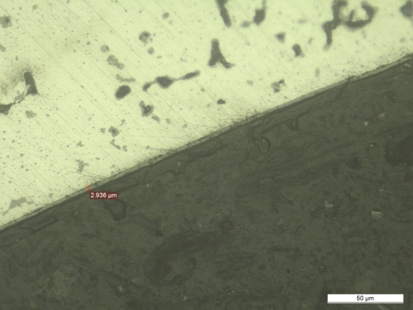
采用新型技术加工的阀板,阀座面与阀片安装面的平面度控制在0.002mm以内,两平面高度差控制在0.01mm以内(其中95%的产品高度差在0.005mm以内);








